|
|
INFORMETION | 宮本の開発 | 鋳造技術の展望 |
株式会社CFD研究所 |
|
|
|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
CPFDSoftware社 フォームの形成分布 |
★★★★★cfd@cfdlaboratory.com
鋳造技術の展望
アルミダイカストの技術開発
|
|||||||
 |
静岡大学工学部教授 |
||||||
浜松を中心とする遠州地方は、輸送機器、特に自動車やオートバイの製造を支える部品加工業が集積している地域で、鋳造、板材成形、鍛造、樹脂成形、機械加工、溶接、塗装、メッキ、までの要素技術を得意とするメーカーが多数存在する。 |
|||||||
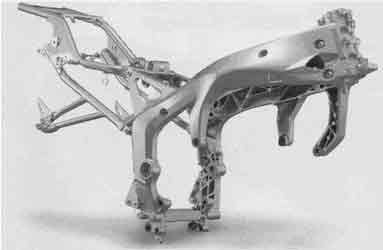 |
ヤマハ発動機の山縣裕氏らは、真空ダイカスト技術を用いて、図1に示すようにスポーツバイク車体の一体フレーム化を実現した。 |
||||||
| 図1 大型バイク アルミダイカスト | |||||||
 |
製品 | モーターサイクル | マリン |
||||
 |
 |
 |
 |
||||
アルミ |
10% | 25% | 40% | 50% | |||
図3 スポーツバイクに使われている鋳造品の素材比較 |
図2 オートバイ・船外機のアルミニウム使用比率 | ||||||
 |
|
||||||
 |
|||||||
| 図4 スポーツバイクにおけるアルミニウム部品 | 図5-A ダイカストにおける射出シリンダライナでの欠陥発生 | ||||||
強度 伸び |
 |
慣用のダイカスト品では強度が十分がでなかったり、溶接や熱処理が困難になるのは、図5-Aに示すようにガスの巻込み、酸化物の巻込み、潤滑剤や離型材の巻込み、破断チル層等の凝固片の巻込みが原因である。とくに、図5に示すように、アルミニウム素形材中の含有ガスが多いと強度と伸びが極めて低くなる |
|||||
| 0.1 1 10 100 | |||||||
| 図5-B アルミニウム製品中のガス量(ml/100g) | |||||||
 |
そこで、山縣氏らは、ダイカストの利点を活かして、強度向上、溶接や熱処理の困難さを克服するため、図6に示すような、真空ダイカストに、つぎのような技術開発を行い、実用化した。1)金型キャビティ部の真空度を3kPa程度の高真空に保つために、リーク部全てにシールを入れた。 |
||||||
| 図6 Vacum Globe Box法ダイカスト技術 | |||||||
| 引用文献 “山縣著:アルミニウム車体およびエンジンブロックへの高品質ダイカスト技術の適用,鋳造工学,第76巻,第4号(2004), 272-277” | |||||||
|
|||||||